

Solución técnica para resolver la velocidad de extrusión desequilibrada de la línea de extrusión de perfiles de plástico de cuatro cavidades
Solución técnica para resolver la velocidad de extrusión desequilibrada de la línea de extrusión de perfiles de plástico de cuatro cavidades
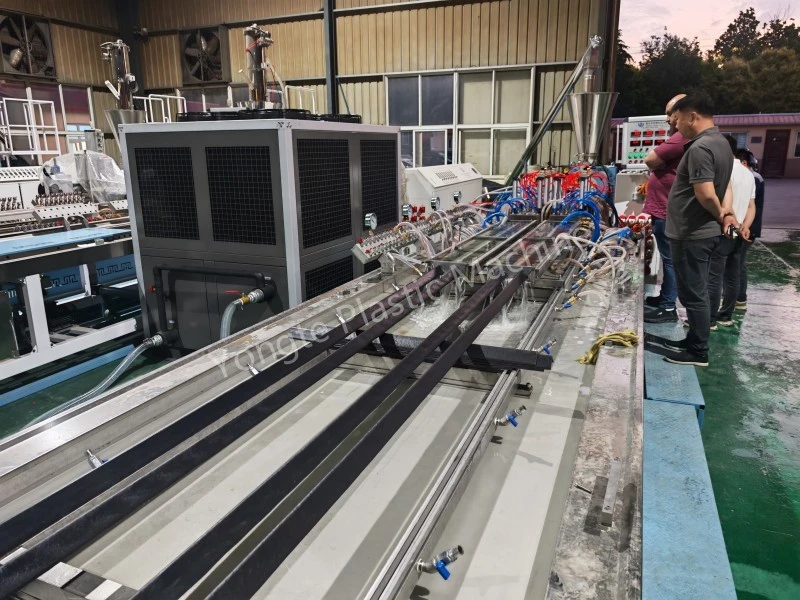
En el proceso de producción de extrusión de perfiles plásticos de cuatro cavidades, la velocidad de extrusión desequilibrada entre las cuatro cavidades es un problema técnico común. Este problema provocará directamente una precisión dimensional inconsistente del producto, espesores de pared desiguales, perfiles defectuosos y un rendimiento de producción reducido, lo que restringirá seriamente la estabilidad y eficiencia de la producción en masa. Con base en los materiales de producción reales y las especificaciones de producto de los clientes, el equipo de ingeniería de Yongte ha desarrollado un esquema de diseño de sistema de soporte y matriz optimizado para resolver completamente el problema de la velocidad de operación inconsistente de los perfiles de cuatro cavidades, logrando una producción de alta precisión, estable y sincrónica de líneas de extrusión de cuatro cavidades.
1. Antecedentes de los problemas técnicos
Los troqueles de extrusión tradicionales integrados de cuatro cavidades adoptan una estructura integral de control de flujo y calentamiento. Afectada por factores como la distribución desigual del flujo de fusión, la desviación de temperatura de las áreas locales de la matriz y los errores de ensamblaje del procesamiento, la velocidad de extrusión de las cuatro cavidades es propensa a ser inconsistente durante la producción continua. La desviación de velocidad entre cavidades dará lugar a diferencias en la velocidad de formación del perfil y la contracción por enfriamiento, lo que resultará en defectos de calidad del lote como deformación, deformación, tamaño fuera de tolerancia y planitud superficial desigual de los productos terminados, que no pueden cumplir con los requisitos de producción de alto estándar de los perfiles de plástico.
2. Esquema de diseño optimizado profesional
En combinación con las características de la materia prima del cliente, los parámetros de la estructura del producto y las condiciones de producción en el sitio, los ingenieros de Yongte han llevado a cabo un diseño personalizado específico para la estructura del troquel, el control de flujo, el corte por tracción y el sistema de transporte auxiliar, con las siguientes soluciones técnicas detalladas:
2.1 Estructura del cuerpo de matriz dual con control de temperatura independiente
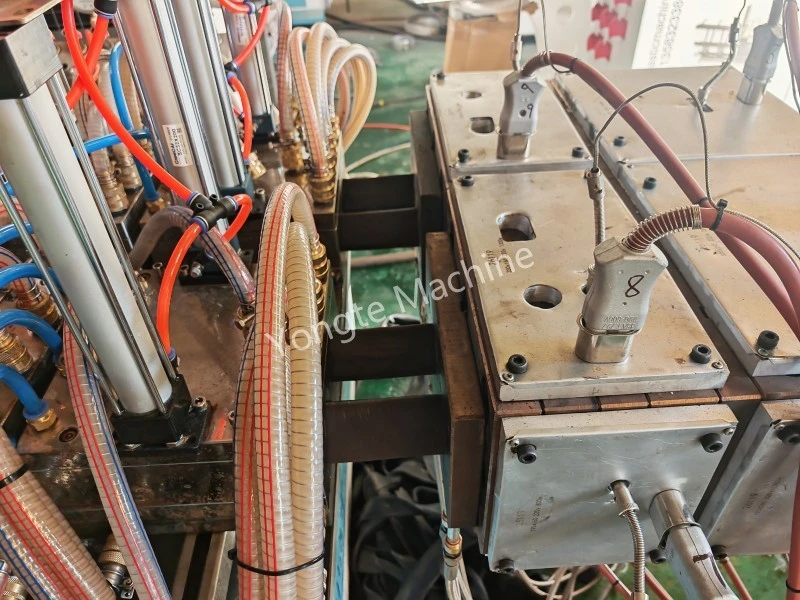
El cuerpo original integral del troquel de cuatro cavidades está optimizado para unestructura de cuerpo de troquel dual independiente, con cada cuerpo de matriz equipado con dos cavidades de extrusión. Los dos conjuntos de cuerpos de matriz son completamente independientes en cuanto a diseño estructural y sistema de control de temperatura. Cada cuerpo de matriz está configurado con un módulo de calentamiento independiente y una unidad de control de temperatura, que pueden realizar un ajuste de temperatura de precisión por separado y un control de temperatura constante. Este diseño resuelve eficazmente el problema de la fluidez inconsistente de la masa fundida causada por la desviación integral de la temperatura del troquel, estabiliza el estado de fusión del plástico de cada cavidad desde la fuente y elimina la causa fundamental de la diferencia de velocidad entre los diferentes cuerpos del troquel.

2.2 Mecanismo de ajuste de flujo independiente para cuerpo de matriz única
Cada cuerpo de matriz independiente está equipado con un dispositivo de tuerca de ajuste de flujo especial. Para la desviación de velocidad de las dos cavidades dentro del mismo cuerpo de matriz única causada por pequeñas diferencias de flujo y errores de ensamblaje, se puede realizar un ajuste fino en línea a través de la tuerca de ajuste de flujo. Al ajustar con precisión el flujo de alimentación de masa fundida de una sola cavidad, la velocidad de extrusión de las dos cavidades en el mismo cuerpo de matriz se puede mantener completamente sincrónica, logrando una calibración a nivel micro de la velocidad de la cavidad y asegurando la uniformidad de la salida de extrusión y la velocidad de formación de cada cavidad en el mismo grupo.
2.3 Sistema de control de velocidad de tracción independiente dual
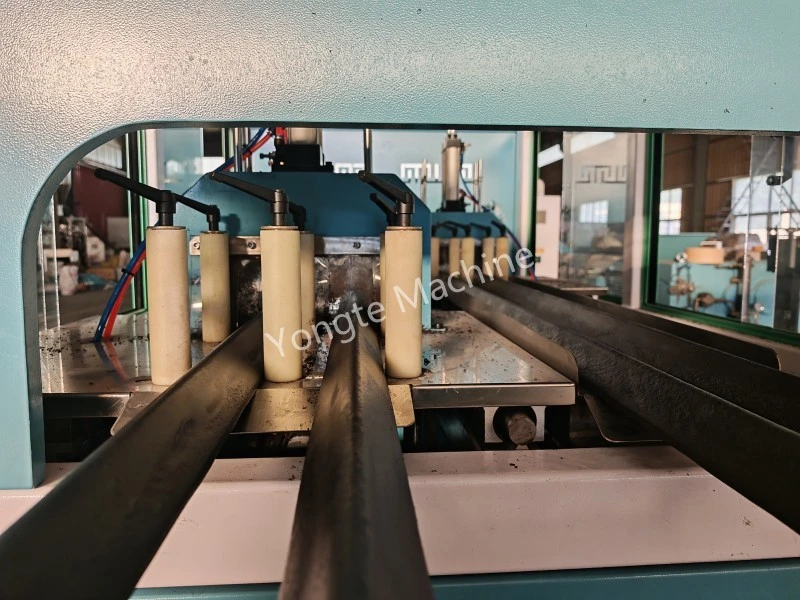
Se configuran juegos dobles de sistemas de tracción independientes para que coincidan con el diseño del cuerpo de matriz doble y de la cavidad de grupo doble. A diferencia del modo tradicional de tracción única que conduce cuatro cavidades simultáneamente, los dos conjuntos de equipos de tracción funcionan de forma independiente con programas de control de velocidad separados. El sistema puede ajustar de forma independiente la velocidad de tracción de los dos grupos de perfiles de dos cavidades de acuerdo con la velocidad de extrusión real de los dos cuerpos de matriz, logrando una combinación dinámica de la velocidad de extrusión y la velocidad de tracción, evitando el estiramiento del perfil, la contracción y la desviación dimensional causada por la tracción asincrónica, y asegurando aún más la consistencia de la velocidad general de las cuatro cavidades.

2.4 Sistema de corte independiente de longitud fija
En correspondencia con la estructura de tracción y extrusión de doble grupo, se equipan dos conjuntos de sistemas de corte independientes para operaciones de corte separadas de longitud fija. Cada sistema de corte sigue y adapta de forma independiente la velocidad de funcionamiento y la carrera de alimentación del grupo de perfiles correspondiente. El modo de control de corte independiente elimina el error de corte y la inconsistencia de longitud causados por el corte unificado de perfiles con ligeras diferencias de velocidad, garantiza la precisión de corte de longitud fija de cada perfil de cavidad y mejora la tasa de calificación del producto.
2.5 Sistema de apilamiento y transporte automático coincidente
Se configuran dos conjuntos de bastidores de transporte y apilamiento independientes, que se combinan con precisión con los sistemas de corte duales. Después de completar el corte de longitud fija mediante el equipo de corte, el equipo de transporte y apilamiento completa automáticamente el trabajo de recepción, transporte y apilamiento de material del grupo correspondiente de perfiles. El funcionamiento sincrónico e independiente del sistema de transporte evita la acumulación de material, la extrusión y la confusión en el transporte causada por la velocidad asincrónica de diferentes perfiles de cavidad, garantiza el funcionamiento suave y continuo de toda la línea de producción y logra una producción automatizada y ordenada.

3. Ventajas técnicas y efectos en la producción.
A través del diseño personalizado sistemático anterior, se resuelve por completo el problema de la velocidad inconsistente de extrusión de cuatro cavidades en la producción de perfiles de plástico. El control de temperatura independiente de doble matriz + ajuste fino de flujo de grupo único + sistema de corte y tracción independiente dual forma un sistema de control síncrono y de calibración de velocidad de enlace completo. El esquema tiene las siguientes ventajas significativas: en primer lugar, realiza el control de la fuente del flujo de fusión y la temperatura, y elimina la diferencia de velocidad inicial de extrusión; en segundo lugar, realiza un ajuste fino dinámico de la velocidad en el proceso de producción para garantizar el funcionamiento sincrónico a largo plazo de cuatro cavidades; En tercer lugar, el sistema auxiliar automatizado correspondiente mejora la estabilidad de la producción y la consistencia de los productos terminados.
Después de la verificación de producción en sitio, este diseño optimizado reduce efectivamente la tolerancia dimensional y la tasa de defectos de formación de perfiles de cuatro cavidades, mejora la estabilidad general de la producción y la eficiencia de producción de la línea de extrusión y es adecuado para la producción estandarizada de alto volumen y a largo plazo de varios perfiles de plástico.

Noticias relacionadas
- Entrega de la línea de producción de perfiles de plástico de 4 cavidades a Jordania después de una puesta en servicio exitosa
- Soluciones profesionales para el amarillamiento, las rayas y el agrietamiento por fragilidad de las superficies de puertas compuestas de madera y plástico
- La máquina plástica reciclada de la protuberancia del perfil de 4 cavidades alcanza velocidad 8meter/minuto
- Solución para problemas de producción de extrusoras de WPC
- ¿Qué material se puede utilizar en la máquina Yongte WPC?
- Línea de producción de reciclaje de residuos textiles probada con éxito
Déjame un mensaje











